
A machine breakdown on the shop floor is rarely just a machine problem. It can delay production, increase labor costs, disrupt supply chain commitments, affect product quality, and quietly reduce profit margins. This is exactly why digital twin in manufacturing is becoming a serious business priority, not just a technology trend. Grand View Research reports that the global digital twin market is projected to grow from USD 49.5 billion in 2026 to USD 328.5 billion by 2033, driven by Industry 4.0 adoption, predictive maintenance, and real-time asset monitoring needs.
This blog explains how digital twin technology in manufacturing works, where it creates the most value, and why manufacturers are using it to improve productivity, asset performance, quality, cost control, and profitability. We will also cover Digital Twin Use Cases, Digital Twin Applications in Manufacturing, adoption challenges, AI’s role, and how manufacturers can move from basic monitoring to smarter, simulation-driven operations.
What Is a Digital Twin in Manufacturing and Why Does It Matter?
A digital twin in manufacturing is a virtual replica of a machine, production line, process, product, or factory. It uses real-time data from sensors, machines, and software systems to show how manufacturing assets are performing.
A digital twin is an advanced solution for manufacturers. A digital twin helps manufacturers understand what is happening and why, when something is going to occur, and if an existing or new process should be modified based on predictive maintenance and production management, for example. It can provide accurate real-time information about any quality control or supply chain issues while allowing the manufacturer to identify potential Digital Transformation opportunities in the manufacturing environment.
Business executives will see that the use of Digital Twin technologies will allow them to connect the operations of the business on the shop floor and how they relate to the profitability of the organization. The CEO, COO, CTO, and CIO will utilize this technology to achieve greater visibility, reduce operational risk, and provide new opportunities for building smarter and more connected manufacturing environments.
How Digital Twin Technology in Manufacturing Works
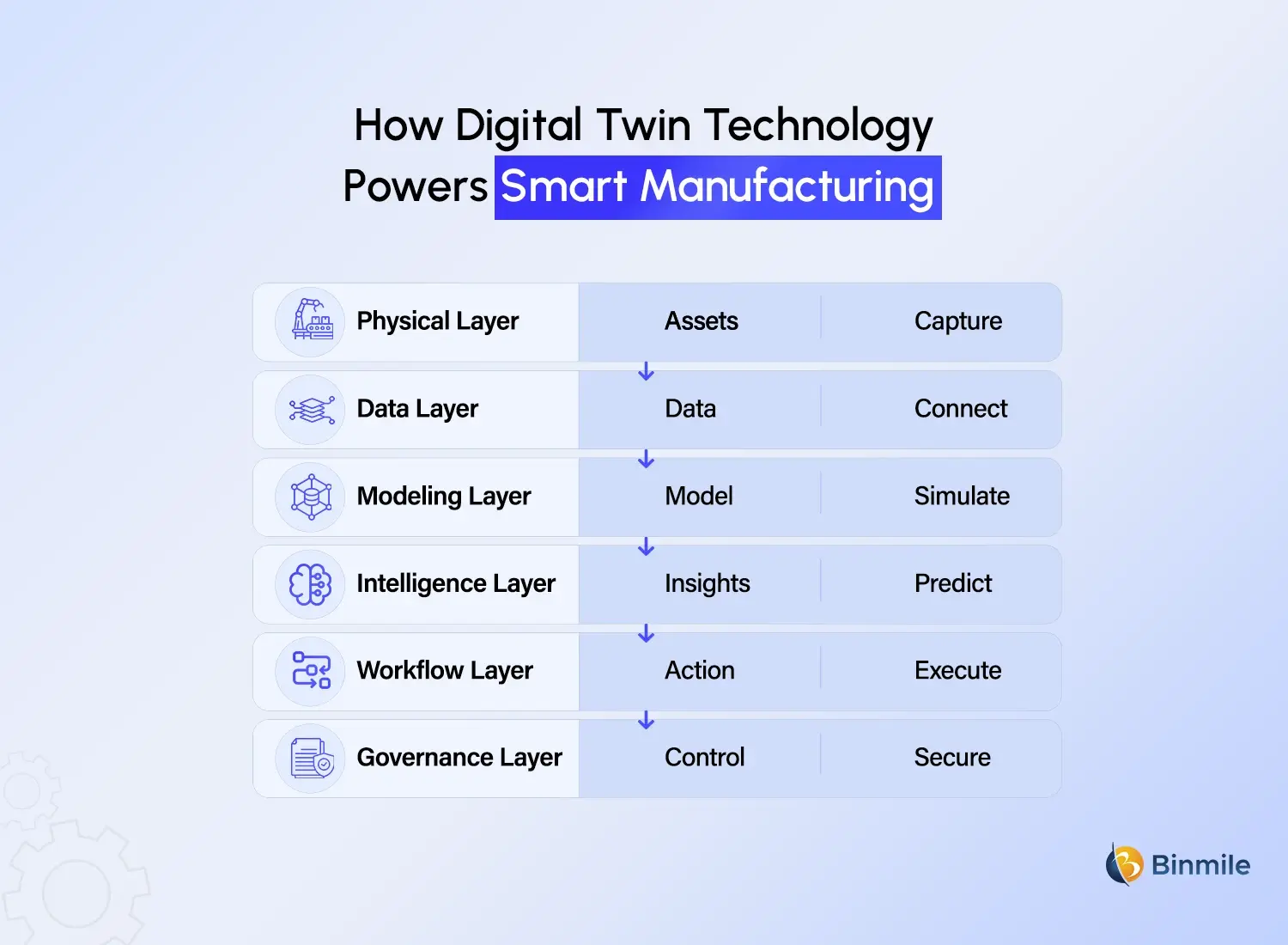
A practical digital twin framework for manufacturing usually includes the following layers:
-
Physical Layer
Comprising machines, sensors, robots, production lines, products, and other factory assets, these items produce real-time data, for example, speed, vibration, temperature, output, downtime, and energy consumption.
-
Data Layer
Collecting information from Internet of Things (IoT) devices, Enterprise Resource Planning (ERP) systems, Manufacturing Execution Systems (MES), Supervisory Control and Data Acquisition systems (SCADA), maintenance records, quality instruments, and production records, it creates a unified picture of manufacturing operations.
-
Modeling Layer
The modeling layer provides the digital twin of the machine, process, or assembly line or factory, creating a virtual representation of actual equipment and operations, allowing teams to visualize how things operate under different conditions.
-
Intelligence Layer
This layer will utilize artificial intelligence, machine learning, analytics, and anomaly detection to discover patterns within the operations, predict future failures, discover quality defects, and identify production efficiency inconsistencies before they become significant problems.
-
Workflow Layer
The workflow layer converts insights from the end-user into actionable tasks, utilizing connected digital twins with alerts, dashboards, maintenance tickets, production planning, and automation tools.
-
Governance Layer
The governance layer protects the security and reliability of digital twin implementations, including data quality, access control, cybersecurity, compliance, and monitoring for all connected manufacturing environments.
What Are the Key Digital Twin Use Cases in Manufacturing
Digital twins help manufacturers in many ways. Here are the use cases of digital twin in manufacturing:
-
Predictive Maintenance
Predictive Maintenance System will monitor machine condition in real-time and find signs of impending failure to help avoid machine breakdowns, improve equipment downtime, and increase efficiency by planning maintenance.
-
Production Planning and Bottleneck Detection
The Production Planning System will provide information about existing delays, such as over-utilized machines and slower than expected output, so that teams can virtually test plans before putting them into practice on the production floor.
-
Quality Control and Defect Reduction
The Quality Assurance System provides aggregate data from the settings of the machinery, material quality, timing of processes, and inspections, allowing manufacturers to spot defect trends early in the process and minimize the risk of rework, scrap, and recalls.
-
Supply Chain Visibility and Resilience
The Supply Chain Management system will model suppliers, inventory, shipping/logistics, warehouses, and production schedules and allow manufacturers to be more nimble in responding to changes in demand, delayed suppliers, or disruptions in their supply chain.
-
Energy Optimization
The Energy Management system monitors energy usage throughout the machinery, production lines, utilities, and building to identify abnormal consumption patterns, optimize efficiency, and lower operating costs.
-
Product Design and Lifecycle Management
In the design and management of products over their life cycles, digital twins allow engineers to test products under real-world conditions before production. The data collected from the real-world use of those products can improve future designs and product reliability/life cycle performance.
-
Digital Twin in the Automotive Industry
Supporting manufacturing functions throughout the automotive industry, the automotive industry digital twin provides assembly simulation, robotic monitoring, component testing, quality control, and supplier collaboration and coordination.
-
Retail and Demand-Driven Manufacturing
Digital twins connect retail demand signals with production, inventory, and supply chain planning. This helps reduce stockouts, overproduction, and inventory waste.
Planning to modernize your manufacturing operations with AI, IoT, and digital twin technology?
Digital Twin Applications in Manufacturing Across Business Areas
Here are the application of digital twin across different business areas and their overall impact:
| Business Area | Digital Twin Application | Business Impact |
|---|---|---|
| Maintenance | Predict machine failures and plan repairs | Lower downtime and maintenance cost |
| Production | Simulate line performance and remove bottlenecks | Higher throughput and better asset use |
| Quality | Detect process conditions linked to defects | Fewer recalls, rework, and quality losses |
| Supply Chain | Model supplier, inventory, and logistics risk | Better resilience and faster decisions |
| Energy | Monitor and optimize energy use | Lower operating cost and improved sustainability |
| Product Engineering | Test product behavior virtually | Faster innovation and fewer prototypes |
| Automotive | Simulate assembly, robotics, and components | Better production control and quality |
| Retail-Linked Manufacturing | Align production with demand signals | Lower inventory waste and better fulfillment |
What Are the Common Challenges in Digital Twin Adoption
Digital twin adoption can create strong value, but manufacturers need to plan it carefully. Most challenges are linked to data, integration, ROI clarity, security, and user adoption.
-
Poor Data Quality
A digital twin is only effective if it has current, honest, definitive, complete, and precise machine data, as any gaps (due to missing or delayed pieces of data) can inhibit generating reliable insights.
-
Complex System Integration
Manufacturing environments often have multiple disparate systems in place; therefore, it is necessary to develop an integration strategy for connecting them (legacy machines, ERP, MES, SCADA, etc.) prior to implementation.
-
Unclear ROI
When established, a digital twin should have an identifiable business objective; e.g., decrease downtime; improve quality; decrease energy; or increase throughput.
-
Cybersecurity Risks
As manufacturers create connected factories that exchange increased amounts of data, this requires effective access control, monitoring, and protection to secure data.
-
Change Management
Teams may not trust digital twin insights immediately. Adoption improves when employees understand how the system supports their work instead of replacing their expertise.
-
Scaling Too Fast
Building a full factory twin from day one can increase cost and complexity. Manufacturers should start with one high-value use case, prove results, and scale gradually.
Digital Twin Manufacturing Software and Build vs Buy Decisions
Choosing the right digital twin manufacturing software depends on business goals, data maturity, existing systems, integration needs, and long-term scalability. Some manufacturers may use ready-made platforms, while others may need custom Software Development to match complex operations.
| Approach | Best Suited For | Benefits | Limitations |
|---|---|---|---|
| Ready-Made Digital Twin Software | Standard use cases such as asset monitoring, predictive maintenance, and basic simulation | Faster deployment, lower initial effort, built-in features, vendor support | Limited customization, possible integration challenges, may not fit complex workflows |
| Custom Digital Twin Software | Manufacturers with unique processes, legacy systems, complex workflows, or specific business goals | Better flexibility, deeper integration, stronger alignment with operations, scalable architecture | Higher planning effort, longer development timeline, and require technical expertise |
| Hybrid Approach | Companies that want platform speed with custom business logic | Combines faster adoption with tailored capabilities and gradual scaling | Needs clear architecture and integration planning |
| Cloud-Based Digital Twin Software | Multi-plant manufacturers and businesses that need scalable access | Easier scalability, remote visibility, better data sharing, and advanced analytics support | Requires strong cloud security, connectivity, and governance |
| On-Premise or Edge-Enabled Twin | Factories with latency, security, or connectivity concerns | Faster local processing and better control over sensitive operational data | May require more infrastructure management |
How Digital Twins Increase Profitability in Manufacturing
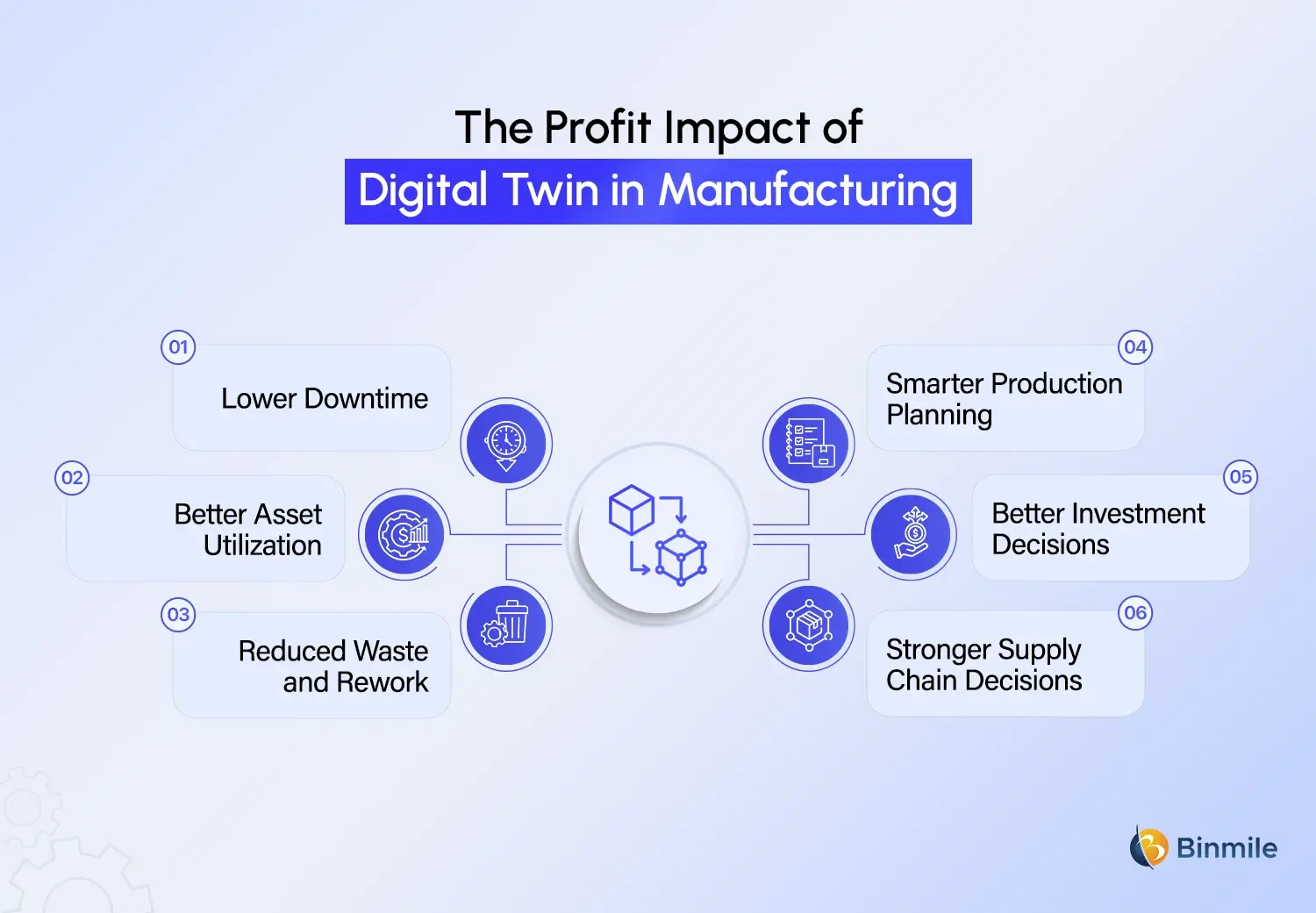
Digital twins improve profitability in various ways. Here are some of them:
-
Lower Downtime
A digital twin facilitates early detection of warning signs that may lead to equipment failures. This enables maintenance teams to carry out timely maintenance on the machines, rather than having to shut down production unexpectedly.
-
Better Asset Utilization
Manufacturers can determine the underutilized, overutilized, and/or poorly scheduled machines in their facility. This knowledge can be used by manufacturers to increase the output from their current machinery instead of having to invest in new machinery immediately.
-
Reduced Waste and Rework
Digital twins can highlight patterns of defects, bad machine settings, material problems, and process gaps. This should result in lower amounts of scrap, less rework, and fewer losses due to poor quality.
-
Smarter Production Planning
Manufacturers have the ability to test various production scenarios before implementing any changes to their existing operations. This enables leaders to make better decisions regarding the most effective schedule, capacity plan, and/or process changes while minimizing disruption to existing operations.
-
Better Investment Decisions
Manufacturers can test the business impact of adding new production lines, upgrading machinery, or automating processes via simulation. This increases a manufacturer’s confidence when making large capital investment decisions.
-
Stronger Supply Chain Decisions
Digital twins can enable manufacturers to more quickly understand the potential impact of a change in demand or a delay by a supplier. With this information, manufacturers can evaluate changes to their sourcing, inventory, logistics, or production schedules before revenue is impacted.
Need to reduce downtime, improve production visibility, and make manufacturing operations more predictable?
Turning Digital Twin Strategy into Measurable Manufacturing Outcomes
For manufacturers, the real value of digital twins is not just creating a virtual replica. The bigger opportunity is using that replica to reduce downtime, improve planning, control costs, and make operations more profitable.
A successful strategy needs data engineering, AI, IoT integration, cloud, simulation, cybersecurity, and enterprise Software Development expertise. Binmile helps manufacturers identify high-value use cases, design scalable digital twin architecture, integrate operational systems, and build AI-enabled solutions that turn factory data into measurable business outcomes.
As an AI Development Company with experience in Digital Transformation in Business and Digital Transformation in Manufacturing, the focus stays on practical implementation. Whether the goal is predictive maintenance, production visibility, supply chain intelligence, or smarter decision-making, the right technology foundation can help manufacturers move toward more connected, predictive, and profitable manufacturing.
Frequently Asked Questions
A digital twin in manufacturing is a virtual model of a machine, process, product, production line, or factory. It uses real-time data to monitor performance, simulate scenarios, predict issues, and support better operational decisions.
Yes, digital twins can reduce maintenance costs by helping teams detect early failure signs, plan repairs before breakdowns, avoid unnecessary servicing, and improve asset life. This makes maintenance more predictive, controlled, and cost-efficient.
A digital twin increases profitability by reducing downtime, improving asset utilization, lowering waste, improving quality, and supporting better production planning. It helps manufacturers make faster decisions that protect margins and improve operational efficiency.
Artificial Intelligence helps digital twin solutions predict failures, detect anomalies, identify process patterns, recommend actions, and improve over time. AI turns the digital twin from a monitoring tool into a smarter decision-support system.
Implementation depends on data quality, system integration, use case complexity, and existing technology maturity. Starting with one measurable use case makes adoption easier, lowers risk, and helps manufacturers prove value before scaling further.
Digital twins are revolutionizing manufacturing by helping companies simulate operations, predict failures, improve quality, optimize supply chains, reduce waste, and make data-driven decisions. They give manufacturers clearer visibility and stronger control over complex operations.









